
Superheater &
Reheater Systems
Engineered pressure parts for steam temperature control in power plants and industrial boilers. Precision-manufactured coils, banks, and assemblies with full traceability and documentation.
Radiant & Convective
Primary and reheat configurations for optimal heat transfer efficiency
Alloy Materials
High-temperature resistant grades for demanding operating conditions
Drop-in Replacement
Precise interface matching for outage window constraints

Manufacturing Excellence
Precision Engineering for Critical Infrastructure
Superheater and reheater systems are critical for steam cycle efficiency and turbine protection. Our engineering team delivers custom solutions with complete material traceability and strict quality control.
Heat Transfer Optimization
Advanced coil configurations for maximum thermal efficiency and uniform temperature distribution
Material Selection
High-temperature alloys selected for creep resistance and corrosion protection
Interface Precision
Exact nozzle positioning and support alignment for seamless installation
Quality Documentation
Complete traceability package with NDT reports and dimensional verification
Target Applications
Critical Power Generation Applications
Engineered solutions for demanding industrial environments requiring reliable steam temperature control.
Sugar Mill Cogeneration
Bagasse-fired boiler systems for sugar processing facilities. Designed for high ash content, corrosive environments, and seasonal campaign operations.
Power Plant Retrofit
Utility-scale boiler upgrades and efficiency improvements. Engineered for tight outage windows and strict performance requirements.
Need Custom Engineering?
Our technical team provides drawing review and feasibility analysis within 24 hours.
Design Configurations
Engineered for Your Application
Multiple design options to optimize heat transfer, minimize pressure drop, and ensure reliable operation.
Radiant Superheater
High heat flux zone design with enhanced material selection for furnace wall applications.
- • Primary steam temperature control
- • High-temperature alloy construction
- • Thermal expansion accommodation
Convective Banks
Optimized tube arrangements for maximum heat transfer efficiency in convection passes.
- • Multi-pass configuration
- • Erosion-resistant design
- • Cleanability features
Reheater Systems
Steam temperature restoration after partial expansion for improved turbine efficiency.
- • Intermediate pressure operation
- • Attemperator integration
- • Moisture control optimization
Coil Assemblies
Custom serpentine and helical configurations for space-constrained installations.
- • Compact design solutions
- • Flexible tube routing
- • Support system integration
Material Options
High-performance alloys selected for temperature, pressure, and corrosion resistance.
- • Carbon and alloy steel grades
- • Stainless steel options
- • Specialty high-temp alloys
Interface Design
Precise connection details for seamless integration with existing boiler systems.
- • Header and nozzle positioning
- • Support and hanger design
- • Expansion joint coordination

Serpentine Configuration
Custom coil geometry for optimal heat transfer

Bank Assembly
Precision manufacturing and quality control

Precision Bending
Advanced tube forming capabilities
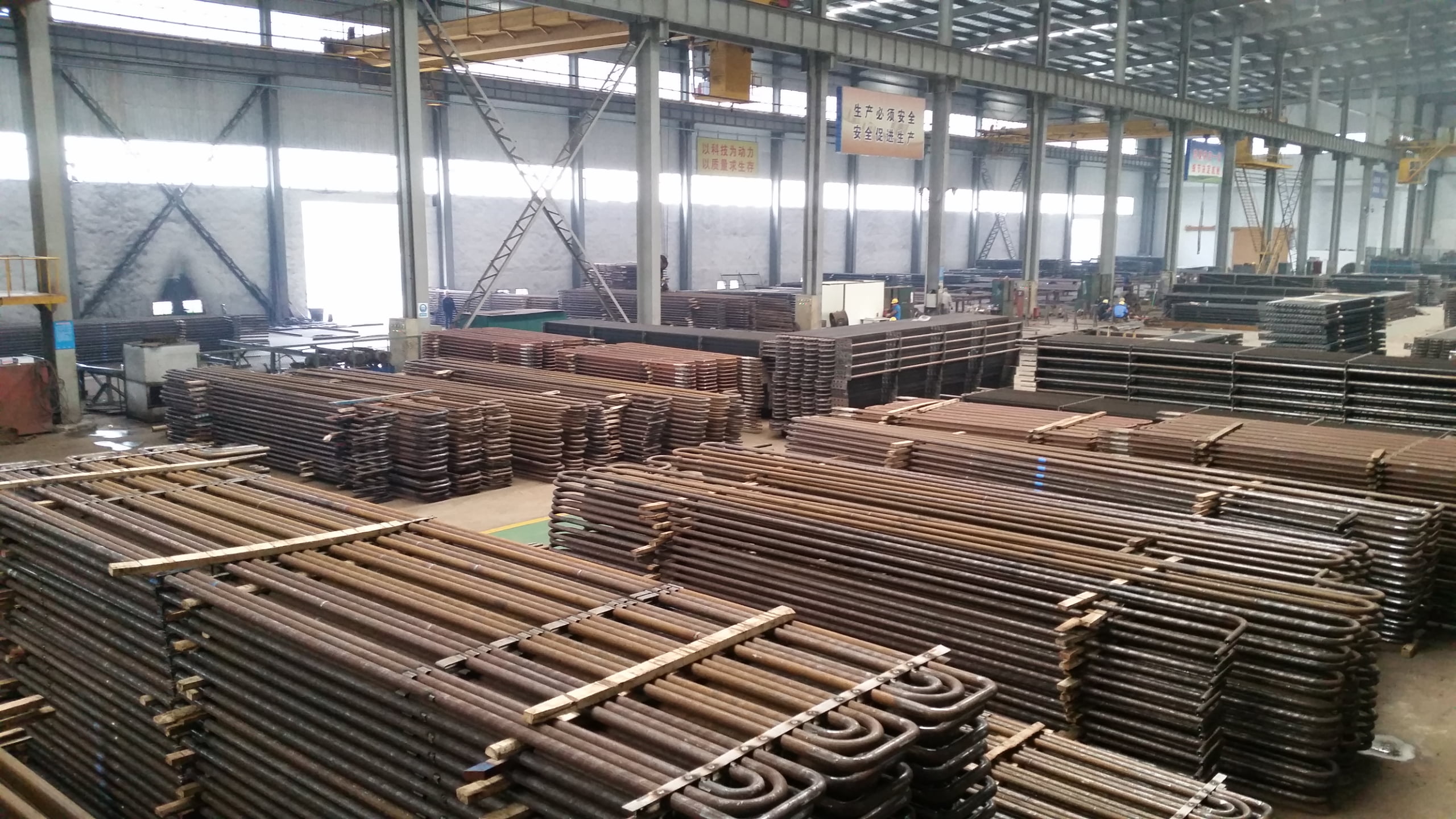
Manufacturing Excellence
Advanced Production Capabilities
State-of-the-art manufacturing facility with comprehensive quality management systems for critical pressure parts.

Engineering Excellence
Advanced design capabilities with thermal and stress analysis

Quality Assurance
Comprehensive inspection and testing protocols
Production Capacity
Modern facility with advanced manufacturing equipment
ASME Certified
S & U stamp authorization for pressure vessel manufacturing
Material Traceability
Complete documentation from mill test certificates to final inspection
Fast Delivery
Optimized production scheduling for tight outage windows
Global Support
Worldwide shipping and technical support services
Quality Management
Comprehensive Documentation & Traceability
Complete quality documentation package ensuring regulatory compliance and project acceptance.
Material Certificates
EN 10204 3.1 mill test certificates with complete chemical and mechanical properties
NDT Reports
Comprehensive non-destructive testing including radiographic, ultrasonic, and penetrant inspection
Welding Documentation
WPS, PQR, and welder qualification records with complete welding procedure specifications
Dimensional Reports
Detailed dimensional verification reports confirming interface requirements and tolerances



Certifications & Standards
International Quality Standards
Certified manufacturing processes ensuring compliance with global pressure vessel and boiler codes.
Technical Support
Frequently Asked Questions
Common technical questions about superheater and reheater design, materials, and installation.
What materials are used for high-temperature superheater applications?
Material selection depends on operating temperature, pressure, and corrosive environment. Common options include carbon steel (SA-210, SA-213 T11/T22) for moderate temperatures, and stainless steel or high-alloy materials (SA-213 T91, T92, 347H, 321H) for high-temperature zones above 480°C. Our engineering team provides material recommendations based on your specific operating conditions.
How do you ensure proper fit-up for replacement superheater coils?
We require detailed interface drawings showing nozzle centerlines, support points, and clearance requirements. Our engineering team creates detailed fabrication drawings with dimensional verification points. We can accommodate field measurements and provide pre-installation dimensional reports to ensure proper fit-up during your outage window.
What documentation is provided with ASME code compliance?
Complete ASME documentation package includes: Material Test Reports (MTR) per SA-20, Welding Procedure Specifications (WPS) and Procedure Qualification Records (PQR), Non-Destructive Testing reports per Section V, Data Reports per Section I requirements, and Manufacturer's Data Report with ASME code stamp. Third-party inspection can be coordinated as required.
Can you provide thermal design calculations for performance verification?
Yes, our engineering team can provide thermal and hydraulic calculations including heat transfer coefficients, pressure drop analysis, and thermal stress evaluation. We use industry-standard software for performance modeling and can coordinate with your engineering team for design verification and optimization.
What is the typical delivery time for custom superheater assemblies?
Standard delivery time is 12-16 weeks from drawing approval, depending on size and complexity. For urgent outage replacements, we can expedite production with 8-10 week delivery. Material procurement, especially for specialty alloys, may extend lead times. We recommend early engagement for outage planning to ensure on-time delivery.
Do you provide installation support and commissioning assistance?
We provide detailed installation procedures, lifting drawings, and technical support during installation. Our engineers can provide remote technical assistance and coordinate with your installation team. On-site supervision and commissioning support can be arranged for critical projects or complex installations.
Request for Quotation
Submit your technical requirements and drawings for comprehensive engineering review and competitive quotation.
Direct Engineering Contact
Submit Technical Requirements
Upload technical drawings and specifications for detailed engineering review and quotation.
Related Products
Project References

Engineering Support
Get technical consultation and detailed quotation for your superheater and reheater requirements.